Көрулер саны:0 Автор:Сайт редакторы Жариялау уақыты: 2021-07-10 Шығу:Сайт








Жуынатын мойынтіректер технологиясын жақсарту және жақсарту
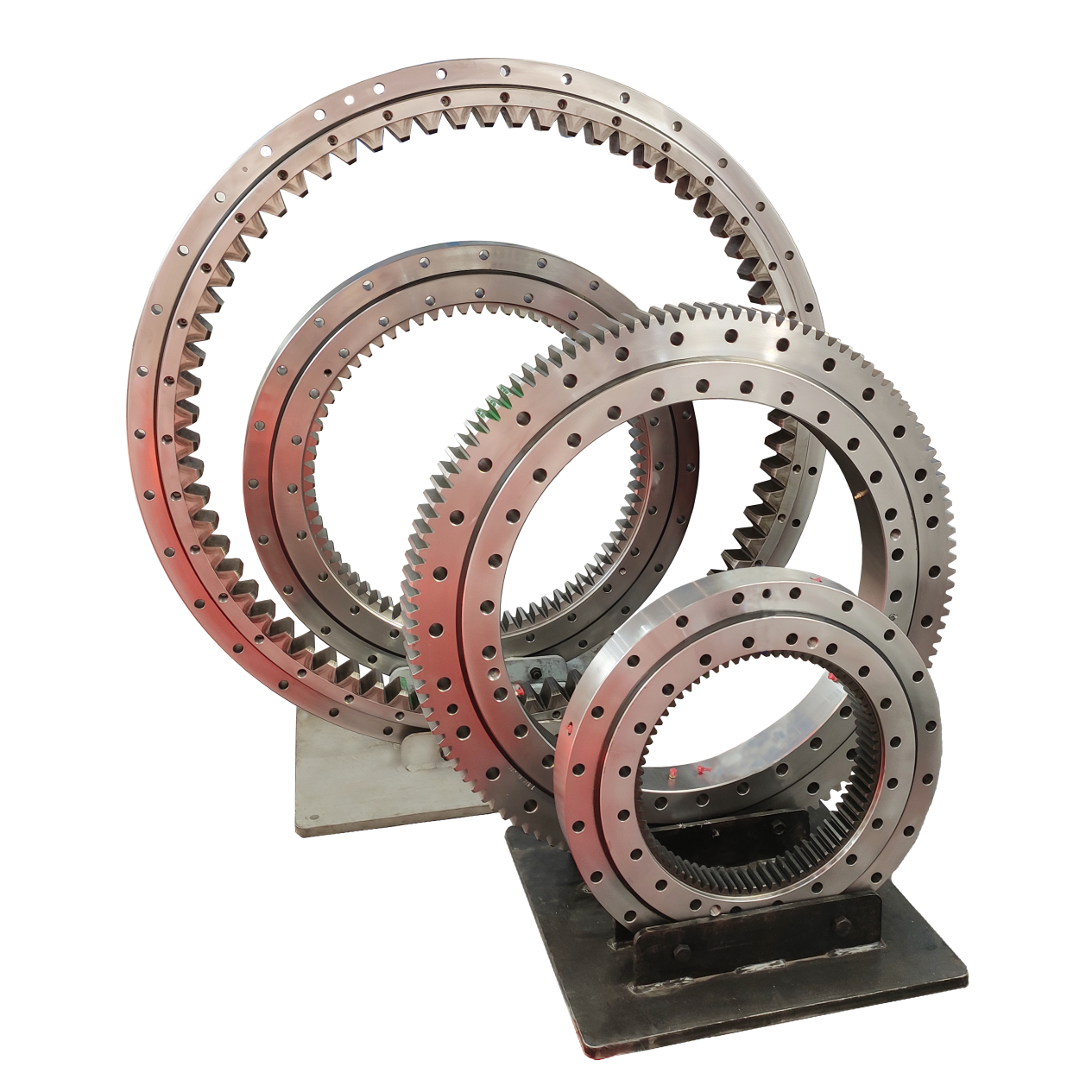
Жуынатын мойынтіректер Көптеген салаларда жабдықты қолдануда маңызды орын алады. Жабдықтардың жұмысына көмектесу үшін біз өндірістік технологияны жетілдіруге және өнімділікті арттырудан бастаймыз:
1. 50мн болаттан сапа жақсаруы керек, ал химиялық құрамның мазмұны және металл емес қосындылардың деңгейі қатаң бақылауға алуы керек. Бұл ұйқыдағы мойынтіректердің сапасын жақсарту жөніндегі маңызды шаралардың бірі.
2. Бланкілердің үлкен өңдеуге жарамдылығына дейін, үлкенірек кесу стрессі жасалуы мүмкін және деформацияны тоқтату мүмкін болуы мүмкін. Дәлдікті жақсарту және деформацияны азайту үшін, ол өрескел бұрылыстан кейін аралық стрессті жеңілдетуге болады.
3. Дизайнның дизайнын Жуынатын сақина. Болат допты доғалы Raceway шетелде кеңінен қабылданды (болат шардың диаметрі 25 мм). Құрылым біркелкі күйзеліске ұшырайды, ал нәсілдік жарықтылыққа ие, ал ол наяптағы жарықтандырудан кейін тікелей жылтыратылғаннан кейін, ол жарылыс кезінде жарықтар сияқты ақауларды болдырмайды.
4. Мектерлік подшипниктер (www.slew-bearing.com) Raceway бетіне төзімді, бірақ белгілі бір күш қажет емес. Тоқтату мен температурадан басқа, қатайтылған қабаттың тереңдігін мүмкіндігінше арттыру керек. Нақты тест бір-біріне аралық жиілікті сөндіру қуатын көбейту арқылы (1,6 кВт / мм2-ден 2,4 кВт / мм2-ге дейін) және қыздыру жылдамдығын азайтып, қатайтылған қабатты 3-4 мм-ге дейін арттыруға болады, бұл күш-қуатты арттырады нәсілдік.
5. Жуыратын мойынтіректердің өңдеу сапасын өңдеудің дәлдігі, осьтік тазарту және термиялық өңдеу күйі қатты әсер етеді. Мұнда елемеуге оңай келетін фактор - термиялық өңдеу күйінің әсері. Ирысудың бетіне жарықтар мен депрессиялардың алдын алу үшін, Raceway беті жеткілікті қаттылыққа ие болуы керек, сонымен қатар жеткілікті қатайтылған қабаттың тереңдігі мен қаттылығы болуы керек. Шетелдік деректер бойынша, илемдеу элементтерінің тереңдігін илемдеу элементтері артып, қалыңдығы 6 мм-ден асады, өйткені 2 мм-ден асады, ал иедің кермектігі де жоғары болуы керек, сондықтан нәсілге ие болуы керек Ұнтақтауға қарсы тұру мүмкіндігі. Сондықтан, иілгіш сақинаның бетіне және өзектің төмендегі қаттылығында қатып қалған қабаттың тереңдігі оның зақымдануының себептерінің бірі болып табылады. Жуынатын сақинаның өндірістік дәлдігін жақсартудың кілті жылу өңдеу процесінде жатыр. Ол жиілікті жиіліктің аралық жылдамдығын азайтып, беттің кернеуін және қатаю тереңдігін алуға тырысады және найзағайдың бетіне жарықтарды болдырмауға болады.


